- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
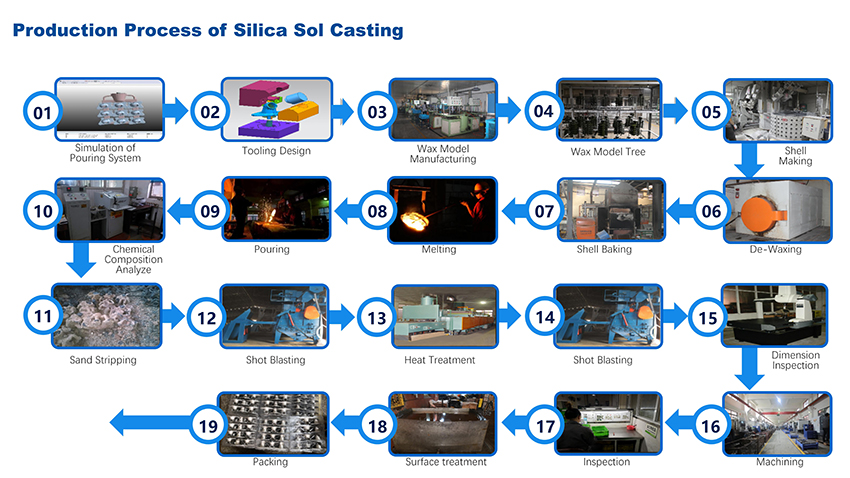
Delovni koraki natančnega litja silicijevega sola
Postopek delovanjanatančno litje silicijevega solase uvaja na naslednji način:
1. Preverite, ali oprema in instrumenti za nadzor temperature normalno delujejo.
2. Staro tekočino iz voska, pridobljeno iz kotla za razvoskanje, nalijte v posodo za filter in filtrirajte; nato ga pošljite v stoječe vedro 1 in pustite stati 6-8 ur pri temperaturi pod 90°C.
3. Ko stojite in odtočite oborjeno vodo, nalijte tekočino voska v vedro za odstranjevanje vode.
4. Odstranite tekočino iz voska v vedru, jo hranite na toplem pri 110-120 °C in mešajte, da izhlapi preostala voda, dokler na površini tekočine iz voska ni več pene.
5. Po odstranitvi vode filtrirajte tekočino iz voska skozi mrežico <60 mesh, nato jo dajte v statični sod II <90°C in jo hranite na toplem več kot 12 ur.
6. Preostalo vodo in umazanijo na dnu vsakega vedra za odstranjevanje vode in stoječega vedra je treba redno odvajati.
7. Pošljite reciklirano tekočino iz voska, obdelano v statičnem sodu II, v izolacijski sod stroja za stiskanje voska za materialne cevi, ki bo uporabljen kot glavna cev za izdelek (tekač).
8. Glede na zmogljivost starega voščenega materiala in stanje porabe voska se v statični sod II občasno doda nov vosek za visokokakovostne železniške ulitke, običajno okoli 3%-5%.
Velikost natančnega litja silicijevega sola ni zelo velika in zahteve glede natančnosti niso zelo visoke. Vendar pa je aluminijast okvir kositra-bizmuta mogoče uporabiti kot kalup med uporabo, teža tega kalupa pa je relativno velika. Osnovni razlog je, da vsebuje bizmut. .
Čas izdelave kompleksnega kalupa za natančno litje silicijevega sola je krajši, kar do določene mere prihrani proizvodne stroške. Za zapletene ulitke s tankimi stenami, da bi učinkovito izboljšali zračnost ohišja izdelka, je mogoče nastaviti zračnike, kjer je to mogoče.
Obdelava litja silicijevega solalahko razumno nastavi sistem za izlivanje, ki lahko do določene mere učinkovito prepreči vnos zraka za izlivanje, kar je bolj ugodno za odvajanje zraka v votlino kalupa. Temperaturo vlivanja je mogoče ustrezno zvišati med proizvodnim procesom, da zmanjšate velikost vlivne embalaže. Razdalja med šobo in točilno posodo.